
臥(wò)式(shì)加工中心機床用途:
本機床可用於(yú)航天(tiān)航空,汽(qì)車、內燃機、家(jiā)電、通用(yòng)機械的精密加工,
適合於零件多工作麵的銑、鑽、鏜、鉸、攻絲、兩維(wéi)、等(děng)多工序加工(gōng),
具有(yǒu)在(zài)一次裝夾中完成(chéng)箱體孔係和(hé)平麵加工的良好性能,還特(tè)別(bié)適(shì)合於箱體孔的調頭(tóu)鏜孔加工
標準配置:
台灣新代係統(tǒng) 台灣圓盤刀庫 台灣絲杠 國產臥式液壓等(děng)分回傳工作(zuò)台
日本NSK軸承 台灣增壓缸 台灣鎖緊螺母(mǔ)等台灣(wān)直(zhí)線導軌 氮氣平衡係統
詳細介(jiè)紹
一、臥式(shì)加工中心的主要用途和使用範圍:
臥式加工中心主要通(tōng)過數控係統、伺服驅動裝置控製機床基(jī)礎運動,其結構的主要特征是主軸水平設置,隨機配有圓盤式刀庫,工件在加工中心上(shàng)經一次裝夾後,數控係統能控(kòng)製機床,按不同加(jiā)工(gōng)工序,自動選擇(zé)及更換(huàn)刀具,自動改變機床主軸轉速、進給速度和都聚相對工件的(de)運動軌跡及其(qí)它輔助功能,完成(chéng)多工序的自動加工(gōng),特別適合箱體類和複雜結(jié)構件(jiàn)的加工,可廣泛用於機床、汽車、航(háng)空(kōng)航天、船舶等行業多瓶中零件加工(gōng)。機(jī)床外形圖如圖1所示。
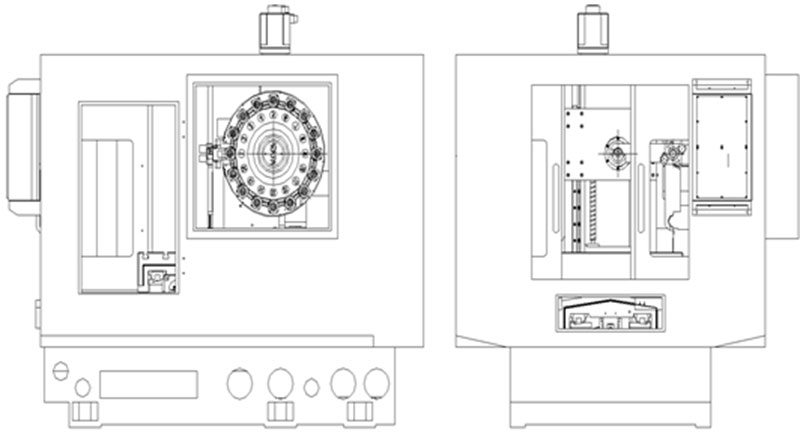
圖1 機床外形圖(tú)
二、臥式加(jiā)工中心的布局(jú):

圖2機床布局圖
三、臥(wò)式加工中(zhōng)心(xīn)的傳(chuán)動係(xì)統(tǒng)介紹:
1、機床主(zhǔ)傳動係統
機床主傳動由主軸電機通(tōng)過同(tóng)步帶輪同步帶(dài)與主軸同步帶輪直接相連來實現。主軸電機采用交(jiāo)流主軸電機。機床主傳動係(xì)統結構圖如圖3所示。

圖3 主(zhǔ)傳動結構圖
2、進給傳動係統
X、Y、Z三個坐標的(de)進給運動由伺服(fú)電機(jī)驅(qū)動,通(tōng)過彈性聯軸器直接將運動傳遞到絲杠,再由滾珠絲杠副將旋轉運動(dòng)轉(zhuǎn)化為直線(xiàn)運動。各軸進給(gěi)傳動結構圖及軸承分節如圖4所示。

圖4X、Y軸軸承分布結構圖
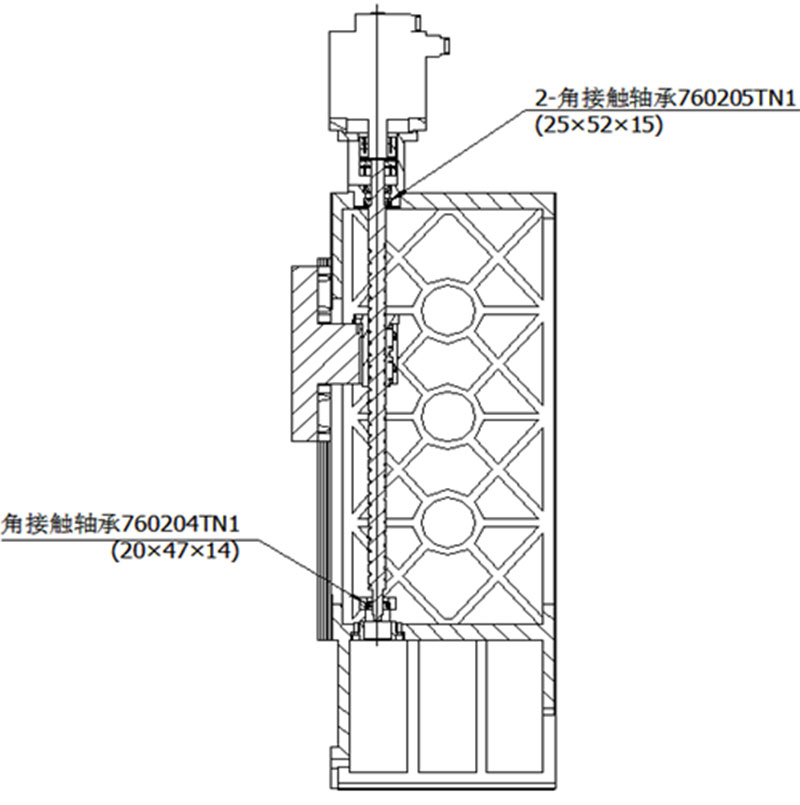
圖5 Z軸軸承分布結構圖
四、臥式加工中心的安裝:
機床的安裝位置應避開太陽(yáng)直射、靠近熱源和粉塵濃度(dù)大的地方,同時須有一個堅固牢靠的基礎。如(rú)果安裝位置附(fù)近有較大的振源,應對基礎采(cǎi)取適當的隔振措施。本機床安裝時可直(zhí)接安放在基礎或混凝土地麵上,也可用地腳螺栓把底座(zuò)緊固在基礎或混凝土地麵上。如果用地腳螺栓固(gù)定機床,安(ān)裝地腳螺栓請參照下圖(tú)所示(圖6)。機床安裝完畢後,用汽油或幹淨煤油浸濕的棉紗,仔細(xì)擦去防鏽油(yóu)脂(zhī),然後再(zài)塗上一層機油。
五(wǔ)、臥式加工中心的保養:
1、每日保養事項
(1)檢查(chá)潤滑油箱(xiāng)油位並及時補充。
(2)檢(jiǎn)查氣動係統壓力(lì)表並確(què)保壓力(lì)達到0.3Mpa。
(3)檢查氣源三聯件的(de)潤滑油杯(bēi)量及水杯(bēi)水量並及時添加潤滑油(yóu)及放水。
(4)每日開機接通電源後,要首先充分潤滑導軌、同時以大量形程手動低速運行三個坐標各二次以上然後再進行參考點(diǎn)等(děng)其他操作。
(5)機床運行過程中,每隔一小時自動潤滑導軌一次。
(6)每日完工關(guān)機(jī)時,要按順序先關閉NC電源,再關閉機床總電源開關。關機(jī)後要及時清理切屑及飛濺到各處的切削液,尤其外露的導軌麵、工作台麵(miàn)及相對滑(huá)動運動的表麵易被飛濺的水溶性切削液鏽蝕,更應仔細清理,必要時還應塗上防鏽油。對於主軸錐孔更應仔細清理。
(7)為保證控(kòng)製係統裝置清潔,機床在使用(yòng)過程中須關好所有(yǒu)電櫃的門或蓋板。盡量不要用空氣壓縮清理機床(chuáng)上的(de)切屑或塵埃;更應禁用壓縮空氣清理(lǐ)電櫃(guì)內部。
(8)維護刀庫應每(měi)星期(qī)在刀的結合處加(jiā)潤滑脂,並定(dìng)期檢查機械手臂箱(xiāng)體中的油位,請及時加(jiā)滿,對於旋轉工作台要保證潤滑油箱有油、清潔,使(shǐ)用60天後換一次油,連續使用每(měi)3個月(yuè)換一次 ,正常哪(nǎ)個使用每6個月換一(yī)次油。
2、每月保養事項
(1)檢查電氣櫃內(nèi)部確保無(wú)灰(huī)塵及漏(lòu)水情況,必要時進行(háng)清(qīng)理。
(2)清洗氣(qì)源三聯件的過濾網(用無機清洗劑(jì)泡水清洗)以保證工作氣(qì)體清潔。
(3)對主軸旋轉精(jīng)度進行檢查必(bì)要時調整主軸螺母(mǔ)。
(4)對機床水(shuǐ)平進行檢查必要時調(diào)整地腳螺釘。
(5)檢查各坐標方向的回零(líng)撞塊(包括組合行程開關)是否正常。
(6)給配(pèi)重鏈輪及支承輪加潤滑油和潤滑脂。
3、每半年保養事項
(1)全麵(miàn)清掃機床包括電氣箱內部。
(2)檢查各伺服電機與滾珠(zhū)絲杠的聯結是否正常,並(bìng)對反向間隙進行檢(jiǎn)查,必(bì)要時進行補充。
(3)清(qīng)理潤滑管路中的汙物以保證油(yóu)暢通(tōng)。
(4)檢(jiǎn)查電箱外部所有電纜外表及連接處是否完(wán)好(hǎo),並清理積塵。

